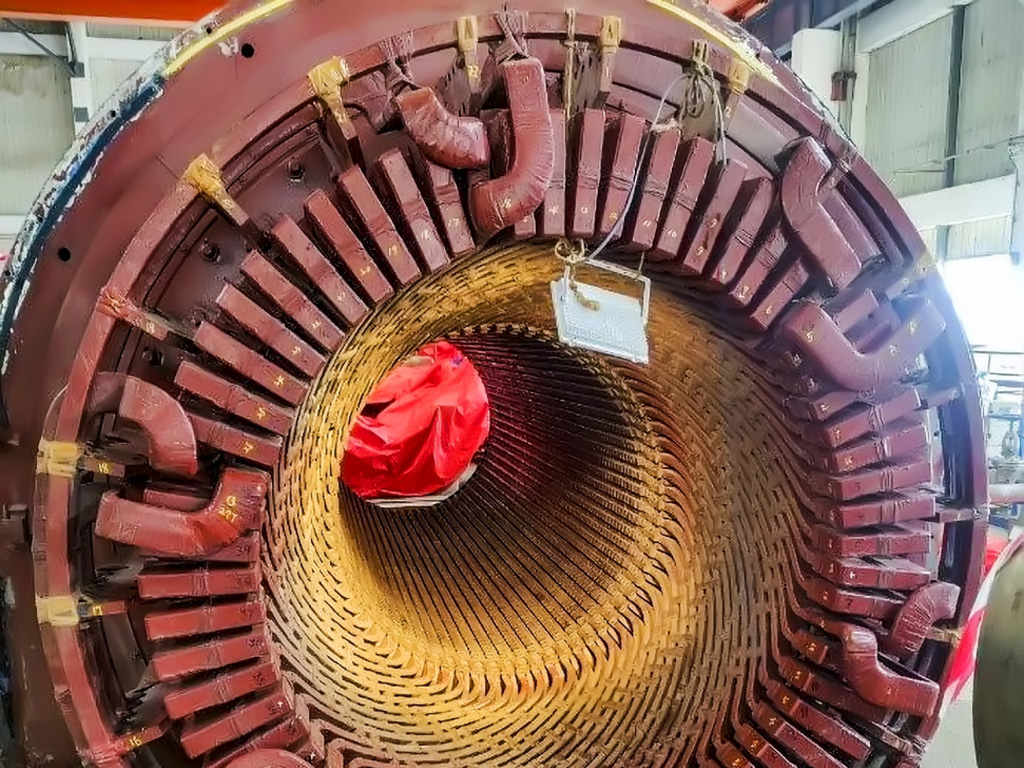
Стержни обмотки статора
Наши специалисты изготавливают высококачественные комплектующие для вращающихся электрических машин разного типа и продают ремонтные наборы для монтажа катушек. Мы сотрудничаем с крупными предприятиями, а также небольшими ремонтными организациями. Наши специалисты могут выехать для проведения шеф-монтажа. Любые консультации можно получить по телефону или оставив заявку на сайте.




Поставляем стержни статорных обмоток
Длительная, эффективная работа электродвигателей обеспечивается качественными запчастями. Наша компания изготавливает стержни статора по современным технологиям, что гарантирует безаварийную работу электродвигателей при максимальных нагрузках. Мы пользуемся репутацией надежных партнеров, помогаем выполнить ремонт любых электрических машин. Мастера нашей компании быстро решают любую поставленную задачу, используя современные методики и инновационное оборудование. Наш контроль качества следит за ходом исполнения ваших заказов на каждом этапе производства.
При помощи наших, стержней для обмотки статора электродвигателей или генераторов легко восстановить работоспособность вращающихся электрических машин. Марка, год выпуска, производитель не имеют для нас значения, мы быстро поможем восстановить работоспособность вышедшего из строя электродвигателя.
Rem&Coil в цифрах





Технические возможности
• Общая длина формованного стержня: 5 000 мм • Длина прямолинейной части: 3 900 мм • Сечение стержня в пазовой части: 35,0х100,0 мм • Косвенное воздушное или водородное охлаждение обмотки статора
-
Геометрические параметры стержней обмотки статора
-
Номинальное напряжение, стержене обмотки
-
Класс нагревостойкости изоляции, стержней статорных обмоток
-
Варианты исполнения изоляции катушек, стерженей обмотки
-
Электрические испытания, стержне статорных обмоток
Виды стержней, изготавливаемых на заводе REM&COIL
Существуют два варианта расположения витков: по широкой грани и по узкой грани.
Конструкция определяется расчетом ЭМ под требуемые параметры.
Транспозиция проводников в прямой части стержня
Элементарные проводники стержней располагают не параллельно дну паза, а наклонно, и переплетают друг с другом так, чтобы каждый проводник, проходя по пазу, занимал попеременно все возможные положения по высоте паза, и все проводники находились в одинаковых магнитных условиях. Такая перестановка проводников называется транспозицией.
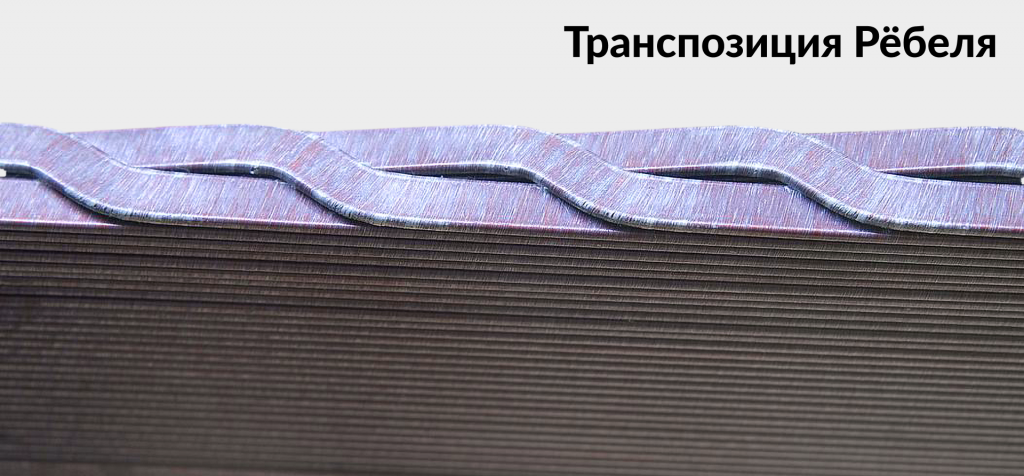
Существует несколько видов транспозиции: 180°, 360°, 540°. На данный момент широко применяется транспозиция Рёбеля. В этой конструкции каждый проводник изгибается в определенных местах согласно конструкции транспозиции.
Материалы, применяемые для изготовления стерженей обмотки
- Обмоточные провода:
- Электроизоляционные ленты для технологии Resin Rich:
- Электроизоляционные ленты для технологии VPI:
- Защитные ленты:
b. Элмикатерм 52409 – слюдяная лента, состоящая из слюдяной бумаги, стеклянной подложки. Содержание слюды не менее 50%. Класс нагревостойкости F(155°C).
c. Элмикатерм 529029 - слюдяная лента, состоящая из полиимидной пленки слюдяной бумаги, стеклянной подложки. Содержание слюды не менее 35%. Класс нагревостойкости Н(180°C).
b. Элмикапор 523199 - слюдяная лента, состоящая из слюдяной бумаги, стеклянной подложки. Содержание слюды не менее 50%. Класс нагревостойкости F(155°C).
c. Элмикапор 53319 - слюдяная лента, состоящая из слюдяной бумаги, стеклянной подложки. Содержание слюды не менее 80%. Класс нагревостойкости F(155°C).
b. Epoflex 219.61-10 – предназначена для защиты корпусной изоляции от негативного воздействия окружающей среды. Наносится на лобовые части катушек.
c. Epoflex 324.03 – предназначена для защиты корпусной изоляции от негативного воздействия окружающей среды. Наносится на лобовые части катушек.
d. ЛПП-400 – предназначена для защиты корпусной изоляции от воздействия внешних частичных разрядов в пазовых частях.
e. EGSB 2969/2709 – предназначена для защиты корпусной изоляции от воздействия внешних частичных разрядов в лобовых частях.
Возможно применение материалов по КД заказчика.
Наиболее распространенные двигатели
-
Т-2,5-2 У3 (П)
- Т-2,5-2 У3 (П), напряжение 3150 В
- Т-2,5-2 У3 (П), напряжение 6300 В
- Т-2,5-2 У3 (П), напряжение 10500 В -
Т-4-2 У3 (П)
- Т-4-2 У3 (П), напряжение 3150 В
- Т-4-2 У3 (П), напряжение 6300 В
- Т-4-2 У3 (П), напряжение 10500 В -
Т-6-2 У3 (П)
- Т-6-2 У3 (П), напряжение 3150 В
- Т-6-2 У3 (П), напряжение 6300 В
- Т-6-2 У3 (П), напряжение 10500 В -
Т-8-2 У3 (П)
- Т-8-2 У3 (П), напряжение 6300 В -
Т-12-2 У3 (П)
- Т-12-2 У3 (П), напряжение 6300 В
- Т-12-2 У3 (П), напряжение 10500 В -
ТС-12-2Р УХЛ3 (Г)
- ТС-12-2Р УХЛ3 (Г), напряжение 6300 В
- ТС-12-2Р УХЛ3 (Г), напряжение 10500 В -
Т-16-2Р УХЛ3.1 (Г)
- Т-16-2Р УХЛ3.1 (Г), напряжение 6300 В
- Т-16-2Р УХЛ3.1 (Г), напряжение 10500 В -
Т-16-2 У3-Г
- Т-16-2 У3-Г, напряжение 6300 В
- Т-16-2 У3-Г, напряжение 10500 В -
Т-16-2 У3-П
- Т-16-2 У3-П, напряжение 6300 В
- Т-16-2 У3-П, напряжение 10500 В -
ТС-20-2 У3-Г
- ТС-20-2 У3-Г, напряжение 6300 В
- ТС-20-2 У3-Г, напряжение 10500 В -
ТС-20-2 У3-П
- ТС-20-2 У3-П, напряжение 6300 В
- ТС-20-2 У3-П, напряжение 10500 В -
Т-25-2З У3-Г
- Т-25-2З У3-Г, напряжение 6300 В
- Т-25-2З У3-Г, напряжение 10500 В -
Т-25-2З У3-П
- Т-25-2З У3-П, напряжение 6300 В
- Т-25-2З У3-П, напряжение 10500 В -
Т-25-2Р У3-Г
- Т-25-2Р У3-Г, напряжение 6300 В
- Т-25-2Р У3-Г, напряжение 10500 В -
ТС-32-2 УХЛ3-П
- ТС-32-2 УХЛ3-П, напряжение 6300 В
- ТС-32-2 УХЛ3-П, напряжение 10500 В -
Т-32-2 В3-П
- Т-32-2 В3-П, напряжение 6300 В
- Т-32-2 В3-П, напряжение 10500 В -
Т-32-2 В3-Г
- Т-32-2 В3-Г, напряжение 6300 В
- Т-32-2 В3-Г, напряжение 10500 В -
Т-35-2 У3-П
- Т-35-2 У3-П, напряжение 6300 В -
Т-50-2 У3-П
- Т-50-2 У3-П, напряжение 6300 В
- Т-50-2 У3-П, напряжение 10500 В -
ТС-63-2 В3-П
- ТС-63-2 В3-П, напряжение 6300 В
- ТС-63-2 В3-П, напряжение 10500 В
А также изготовление продукции для многих зарубежных электрических машин.
Укладка
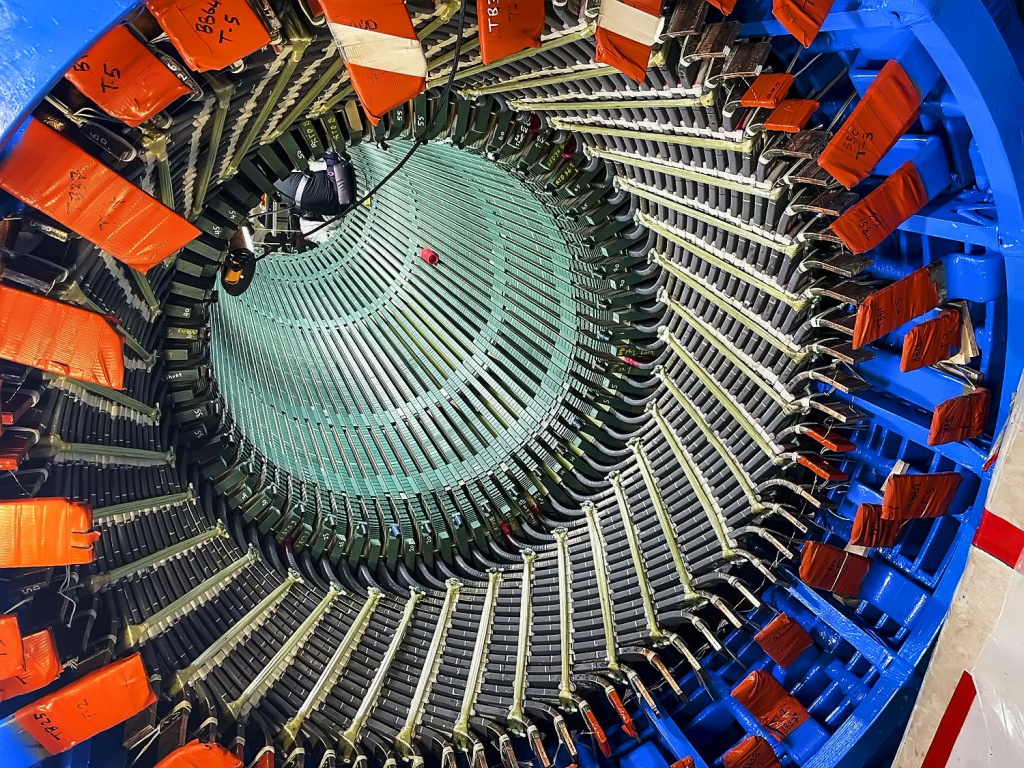
Укладку начинают со стержней нижнего ряда. При этом особое внимание уделяют креплениям лобовых частей, т. к. в процессе работы на лобовые части воздействуют серьёзные электромагнитные нагрузки.

После укладки нижних стержней приступают к укладке верхнего слоя.

После укладки всех стержней производят пайку выводных концов. Из-за большого количества проводников в каждом стержне это достаточно трудоемкая и кропотливая операция. После места паек изолируют и закрывают специальными колпачками, которые также жестко фиксируют.
В случае непосредственного водяного охлаждения производят соединения трубок, по которым в полые проводники поступает вода.
Этапы производства









Оставить заявку



